Español
Español  Polski
Polski  Greek
Greek  Italiano
Italiano  Turkish
Turkish  简体中文
简体中文  English
English En el largo camino del I+D de detergentes, el sueño de todo formulador es empaquetar los agentes de limpieza más eficientes y avanzados en una sola cápsula. Sin embargo, la realidad suele ser cruel: muchos ingredientes activos actúan como el "agua y el aceite"; una vez que entran en contacto, surgen problemas de compatibilidad que provocan decoloración, degradación, apelmazamiento o incluso la pérdida total de eficacia.
Hoy, a través de un experimento comparativo directo de nuestro laboratorio, profundizaremos en un diseño aparentemente simple pero crítico en la formulación de cápsulas: las Cápsulas de Doble Polvo (Dual-Powder Pods). Exploraremos cómo este diseño mejora la estabilidad y ofrece resultados finales superiores sin aumentar (y a veces incluso reduciendo) los costes de materia prima.
Laboratorio en el foco: Del blanco al marrón — Evidencia visual de incompatibilidad
Analicemos una prueba de estrés de alta intensidad realizada en nuestro laboratorio. Probamos los componentes en polvo de una cápsula híbrida de polvo y líquido actualmente en desarrollo, divididos en dos grupos:
-
Componente A: Principalmente Percarbonato de Sodio (blanqueador oxigenado).
-
Componente B: Preparados enzimáticos y materiales auxiliares.
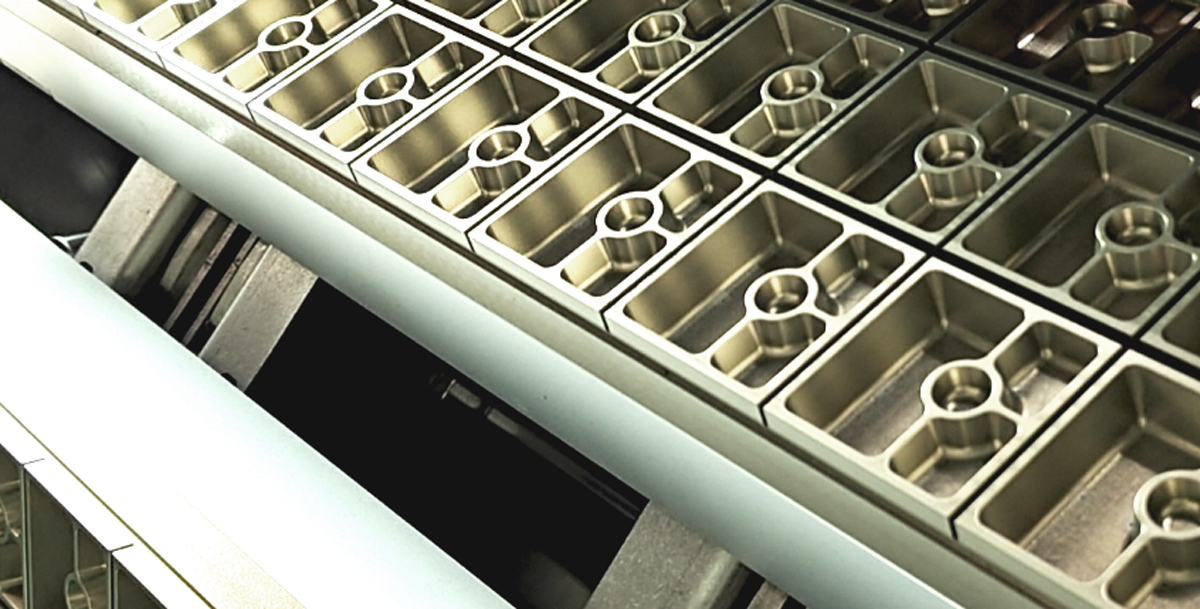
Los componentes se sellaron en film de PVA y se colocaron en un horno a 45°C durante 24 horas para una observación cualitativa de los cambios de apariencia.

Los resultados muestran dos escenarios drásticamente diferentes:
-
Fila superior (Izquierda A y B): Estabilidad en aislamiento. Los componentes A y B se envolvieron por separado. El componente A permanece blanco puro y el componente B es amarillo pálido. Ambos se mantienen estables, con superficies lisas y sin anomalías.
-
Fila superior (Tercero desde la izquierda): El Conflicto. Cuando A y B se mezclaron a la fuerza y se comprimieron (simulando una sola cámara), el cambio fue dramático. Aparecieron manchas marrones claras y una decoloración profunda en la mezcla que antes era blanca. Esto no es una simple mezcla de colores; es una reacción química clásica desencadenada por ingredientes activos en conflicto.
-
Fila inferior: Verificación. El experimento repetido arrojó resultados idénticos: estabilidad independiente frente a decoloración por mezcla.
Conclusión experimental: Esta reacción visual demuestra de forma irrefutable que los componentes A y B son químicamente incompatibles.
Análisis profundo: La química y física detrás del conflicto
El contacto físico directo provoca reacciones inmediatas, arruinando la estética del producto y, lo que es más importante, señalando la degradación de los activos de limpieza. Nuestro análisis indica que las enzimas son las víctimas en este caso. Los hallazgos preliminares sugieren que la dextrina dentro del preparado enzimático se oxidó en presencia del blanqueador. Aunque la pérdida específica de actividad requiere una titulación adicional, el pardeamiento por sí solo es un golpe fatal para el atractivo comercial del producto.
¿Por qué estos agentes de limpieza reaccionan de forma tan "violenta"? En una fórmula homogénea, existen varios "verdugos":
-
Conflictos extremos de pH: Los blanqueadores como el Percarbonato de Sodio requieren una alta alcalinidad para ser estables, mientras que ciertas enzimas o fragancias pueden degradarse u oxidarse rápidamente en tales entornos.
-
Reacciones Redox: Los oxidantes fuertes (blanqueadores) son los sospechosos habituales, atacando componentes sensibles y provocando oscurecimiento y pérdida de potencia.
-
Migración de humedad: Incluso en polvos "secos", la diferente higroscopicidad hace que se acumule micro-humedad en los puntos de contacto, desencadenando reacciones localizadas (de ahí las "manchas" vistas en las fotos).
La lógica de la doble cámara: El secreto de la estabilidad "gratuita"
El diseño de cápsulas de doble polvo no es una tendencia estética; es una tecnología funcional impulsada por el rendimiento. El principio es sencillo:
-
Aislamiento físico: Uso de film de PVA para crear compartimentos independientes.
-
Optimización del microambiente: Colocar ingredientes "en conflicto" en sus propios entornos ideales.
-
Liberación en el momento justo: Los ingredientes solo se encuentran cuando el film se disuelve en el agua de lavado, donde trabajan sinérgicamente sin haberse agotado entre sí durante el almacenamiento.
La revolución del rendimiento "sin sobrecoste": Logrando 1+1 > 2
Muchos perciben el diseño multicámara como algo "complejo y costoso". Sin embargo, desde la perspectiva del ciclo de vida del producto, en realidad reduce las barreras para el alto rendimiento:
-
Optimización del uso de la fórmula = Eficiencia de costes: En una sola cámara, a menudo sacrificamos la eficiencia de los activos para mantener la estabilidad. El diseño multicámara permite el uso de ingredientes "puros" y de alta eficiencia sin temor a la degradación.
-
Vida útil prolongada = Menor riesgo operativo: La estabilidad prolongada reduce el riesgo financiero de tener existencias caducadas o con bajo rendimiento.
-
Premium visual y valor de marketing: El aspecto sofisticado comunica "tecnología avanzada" al consumidor, lo que genera un valor percibido que cubre con creces los costes marginales de fabricación.
De "gestionar el conflicto" a "crear la excelencia"
El almacenamiento multicámara es una herramienta funcional con un inmenso valor comercial. Al resolver la incompatibilidad en la fuente, libera al formulador para ofrecer un producto más potente y fiable. A medida que la tecnología de llenado de doble polvo madura, estas soluciones dominarán rápidamente los estantes globales.